
对于电力作业人员而言,看懂电路图是基本的技能,熟练的掌握常见的基础电路图也是电工入门的基础,可以很肯定的说:电路图是电工的基础课程,如果简单的电路都看...
变频器控制接线方式的选择和应用
接线图
2024年03月20日 11:21 431
admin
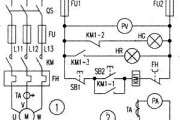
一、低压变频器调速控制带有工频旁路停机切换方式
如图1 的变频器调速控制接线方式, 是一种在各类企业中应用比较普遍的典型接线方式, 对于变频器故障情况下紧急可以工频起动、运行的机组非常适用。该接线方式的变频运行方式是断路器QF合闸, 变频与工频运行方式通过变频、工频转换开关选择, 选择变频位置时接触器KM1 吸合, 变频器上电自检, 按起动按钮接触器KM2 吸合后, 变频器起动输出, 通过改变调速信号改变变频器的输出频率调整电动机转速。当变频器故障需要维修、更换时,将选择开关选到工频位置, 接触器KM1、KM2 都释放, 按起动按钮接触器KM3 吸合, 电动机工频起动、运行, 此时电动机通过低压马达控制器或者热继电器作为保护。该接线方式的优点是切换时间相对较短, 变频器可以脱离电源维修、更换等, 造价相对较低, 缺点是变频与工频之间必须停机切换。
图1
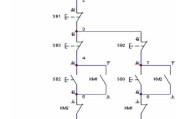
二、低压双变频器调速控制短时间切换方式
这种控制方式比较特殊, 如图2 的变频器调速控制主接线方式, 主要应用在炼油企业加氢稳定装置和煤直接液化装置悬浮床反应器循环泵上, 工艺条件比较苛刻, 要求正在运行的一路电源系统失压或者变频器故障情况下, 从故障一路切换到处于热备状态的变频器调速控制, 切换时间要求控制在5秒以内, 并且要保持机组在原速度连续运行。系统结构配置中主要设备选用西门子产G130 型双变频器,双冗余S7- 300 PLC 及通讯模块。国内标准中压系统电压等级是6( 10) kV, 本控制方案中变频器电压等级是0. 6 kV, 需要选择两台6(10) / 0. 6 kV 变压器, 系统结构配置复杂、成本很高。
图2
该控制系统的正常运行方式是0. 6 kV 两段母线分段运行, 母联断路器52B 备自投热备, 断路器52B1、52B2 以及断路器CB- 1、隔离开关G1 和断路器CB- 2、隔离开关G2 都合闸, 变频器VFD- 1、VFD- 2 上电, 两台变频器直流侧有电压输出。如果选择变频器VFD- 1 引导, 按起动按钮接触器M1 吸合, 变频器VFD- 1 起动输出, 通过改变调速信号改变变频器的输出频率调整电动机转速, 同时变频器VFD- 2 一直跟踪调速信号, 处于热备等待状态。当0. 6kV Ⅰ段母线失压, 母联断路器52B 备自投时间小于2 秒恢复电压, 由于变频器直流环节电容电压的存在, 变频器V FD- 1 仍然继续运行; 当52B 备自投时间大于2 秒时, 判断为系统失压故障, 或者变频器VFD- 1 发生故障, 接触器M1 释放后, 接触器M2吸合, 自动切换到变频器VFD- 2 跟踪原速度运行。断开断路器CB- 1 和隔离开关G1, 使变频器VFD-1 脱离电源, 能够维修、更换部件或更换变频器。该系统也可以使用手动切换指令使运行的变频器自动切换到另外一台变频器运行。
该接线方式的优点是可靠性高, 切换时间很短,变频器之间相当于不间断切换, 变频器可以脱离电源维修、更换部件等, 缺点是系统配置结构复杂、造价高。
三、中压变频器调速控制带有工频旁路停机切换方式
中压调速控制方式图3 所示, 类似于图1 所示的低压调速控制方式。同样这也是一种在各类企业中应用比较普遍的典型接线方式, 发生变频器故障情况下对于紧急可以工频启动、运行的机组非常适用。该结构配置方式中旁路柜单独组柜, 隔离开关G1、G2 与G3 互锁, 当旁路起动运行时, 在中压柜上安装保护继电器作为电动机和线路的保护。(https://www.dgdqw.com版权所有)变频与工频运行方式是通过安装在中压柜上的变频、工频转换开关选择, 选择变频位置时, 操作隔离开关G1、G2合闸, 然后操作断路器52B 合闸, 变频器上电自检,按起动按钮变频器起动输出, 通过改变调速信号改变变频器的输出频率调整电动机转速。当变频器故障需要维修、更换部件, 此时操作断路器52B 分闸,将中压柜上选择开关转换到工频位置, 拉开隔离开关G1、G2 后, 合上隔离开关G3, 按起动按钮断路器52B 合闸, 电动机工频起动、运行。这种控制方式可选择的中压变频器比较多, 比如ABB 的ACS1000、西门子罗宾康完美无谐波变频器等。该方式的优点是切换时间相对较短, 中压变频器可以脱离电源维修、更换部件等, 缺点是变频与工频之间必须停机切换、造价相对较高。
图3
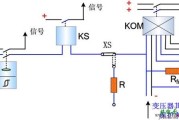
四、中压变频器调速控制带有工频旁路不停机切换方式
这种控制方式图4 所示, 所谓的不停机切换方式是指变频器运行故障情况下往工频方式的切换,由工频回切到变频需要停机切换。这种控制方式一般应用在液态含固物料的加压输送,比如煤直接液化装置中的油煤浆进料往复泵电机, 工艺上要求物料在输送过程中防止停机物料结焦, 以及往复泵不能在停机情况下工频起动。工艺上条件比较苛刻, 要求从变频器切换到工频时间越短越好, 利用机组的惯性转速切换到工频, 降低对往复泵的冲击作用, 防止设备损坏。
图4
该系统结构配置中主要设备选用罗克维尔Pow er Flex 7000 变频器, 成套控制几台机组时, 需要配置双冗余PLC 及通讯模块。该控制系统的正常运行方式是首先操作变频器柜上隔离开关G1、G2、G3、G4 合闸, 操作中压柜断路器52B 合闸, 合上变频器柜内真空接触器DI, 变频器上电自检, 按起动按钮变频回路真空接触器OP 吸合, 同时变频器起动输出, 通过改变调速信号改变变频器的输出频率调整电动机转速。当变频器故障发出跳闸信号真空接触器DI 释放, 工频旁路真空接触器BP 自动吸合,实现变频与工频的不停机切换。该方式优点是可靠性高, 切换时间很短, 变频器与工频旁路切换相当于不间断切换, 变频器可以脱离电源维修、更换部件等, 缺点是系统配置结构复杂、造价高。
相关文章

发表评论